
Introduction
Small batch clothing production has become a major headache for emerging designers and business owners. Traditional printing methods force you to choose between high minimum order quantities that risk unsold inventory or compromising on design quality to keep costs manageable.
DTG printing for clothing offers a potential solution to this dilemma. Unlike conventional methods that require extensive setup for each color or design, direct-to-garment technology digitally applies ink directly to fabric—similar to how your office printer works on paper. This approach eliminates the need for screens, plates, or color separations while delivering vibrant, detailed results even for complex designs.
At Dec Garment, we’ve seen firsthand how DTG printing has transformed opportunities for custom apparel brands, especially those needing flexibility with order quantities and design complexity. However, like any production method, it comes with distinct advantages and limitations that affect its suitability for different projects. This guide examines when DTG printing truly shines—and when other techniques might serve your clothing line better.
What is DTG Printing for Clothing?
Direct to Garment (DTG) printing represents a revolutionary approach to decorating textiles. Unlike traditional methods that require complex setups, DTG printing utilizes advanced digital technology to apply ink directly onto fabric—similar to how your desktop printer puts ink on paper, but specialized for textiles. This digital printing method has transformed the custom apparel industry by making small batch production and intricate designs technically feasible and economically viable.
“DTG printing for clothing allows designers to reproduce photographic images and complex graphics directly onto garments using specialized water-based inks that bond with fabric fibers.”
How DTG Printing Works: From Digital Design to Fabric Application
The DTG process begins with a digital design file, typically created in software like Adobe Photoshop or Illustrator. This design is then processed through RIP (Raster Image Processor) software that converts it into instructions the printer can understand. Before printing, garments undergo pre-treatment—a crucial step that creates a receptive surface for the ink and prevents it from bleeding into the fabric.
The printer then applies water-based ink directly to the garment through specialized print heads. These inks contain tiny pigment particles suspended in a water-based solution. Once printed, the garment passes through a heat press or tunnel dryer, which cures the ink and creates a durable bond with the fabric. This process essentially “knocks it out of the park” when it comes to producing detailed images that withstand multiple washes.
Key Features: High-Resolution Prints and Water-Based Inks
What sets DTG printing apart is its remarkable ability to reproduce high-resolution images and unlimited color variations. Unlike screen printing, which applies one color at a time, direct to garment printing can create photorealistic images with smooth gradients and fine details in a single pass. The water-based inks used in DTG printing feel soft to the touch and become part of the fabric rather than sitting on top of it.
| Feature | DTG Printing | Screen Printing | Heat Transfer | Industry Standard (2023) | Consumer Preference |
|---|---|---|---|---|---|
| Print Resolution (DPI) | 1200+ | 65-85 | 300-600 | 720+ | High detail preferred |
| Setup Time (minutes) | 5-10 | 30-120 | 15-30 | Under 15 | N/A |
| Print Cost (Small Batch) | $5-15 | $15-25 | $3-10 | $8-12 | Value-based decision |
| Ink Penetration (mm) | 0.5-1.0 | 1.0-1.5 | Surface only | 0.8-1.2 | Better penetration = better durability |
| Washfastness (1-5 scale) | 3.5-4.0 | 4.0-4.5 | 2.5-3.5 | 4.0+ | Higher ratings essential |
| Eco-Certification | OEKO-TEX | Varies | Limited | OEKO-TEX/GOTS | 78% prefer eco-certified |
Evolution of Digital Textile Printing in the Apparel Industry
DTG printing technology has come a long way since its commercial introduction in the early 2000s. Early machines were slow and limited in capability, but today’s advanced DTG printers can produce hundreds of garments daily with consistent quality. This evolution parallels the growing demand for personalized products and short production runs that traditional methods couldn’t efficiently fulfill.
The apparel industry has embraced digital garment printing as consumers increasingly seek unique, customized clothing. Modern DTG printers now offer improved color gamuts, faster production speeds, and enhanced durability—all while maintaining the method’s inherent flexibility for on-demand production.
Why DTG Matters for Small Businesses and Designers
For small businesses and independent designers, DTG printing removes significant barriers to entry in the apparel market. With minimal setup costs and no minimum order requirements, creators can test designs, fulfill small orders, and even implement print-on-demand business models. This aligns perfectly with contemporary e-commerce approaches that prioritize inventory efficiency and reduce waste.
DTG printing for clothing enables businesses to operate with leaner inventories, printing items only when ordered. This reduces financial risk and storage costs while allowing for greater design experimentation. The technology democratizes apparel production, giving small brands the tools to compete with established players through quality, customization, and sustainability.

Advantages of DTG Printing for Custom Apparel
Direct-to-garment (DTG) printing has revolutionized the custom apparel industry by offering unparalleled flexibility and quality. This digital approach to fabric decoration breaks free from traditional constraints, enabling businesses and creators to produce highly personalized clothing without the setup complexities of conventional methods. As the demand for customization continues to grow, DTG printing for clothing stands out as a solution that balances creativity, efficiency, and sustainability.
“DTG printing enables full-color, photorealistic designs on garments with minimal setup costs, making it ideal for customized apparel and small-batch production runs.”
Unleashing Creativity: Vibrant Colors and Intricate Designs
One of the most compelling advantages of DTG printing is its remarkable color reproduction capabilities. Unlike traditional methods that struggle with gradients and photographic details, DTG excels at capturing subtle color transitions and fine lines. The technology can reproduce millions of colors in a single print, allowing designers to create everything from vibrant artwork to realistic photographs on fabric.
This creative freedom extends to detail work that would be cost-prohibitive or technically impossible with other methods. Text as small as 6pt remains readable, and intricate patterns maintain their definition. For brands and designers looking to stand out, this level of detail creates apparel that truly captures artistic vision without compromise. The technology has “changed the game” for independent designers who can now bring complex concepts to life without industrial-scale equipment.
Low MOQs: Perfect for Small Batches and One-Offs
Perhaps the most transformative aspect of custom DTG printing is the elimination of minimum order quantities (MOQs). Traditional printing methods typically require substantial minimums to offset setup costs, creating barriers for small businesses and creatives. DTG printing removes this obstacle entirely—making it economically viable to print even a single garment when needed.
| Production Factor | DTG Printing | Screen Printing | Heat Transfer Vinyl | Sublimation | Industry Impact |
|---|---|---|---|---|---|
| Minimum Order Quantity | 1 unit | 24-36 units | 1-5 units | 1-10 units | 78% reduction in startup inventory costs |
| Setup Time (minutes) | 5-10 | 45-90 | 15-20 | 20-30 | 84% faster time-to-market for new designs |
| Production Speed (units/hour) | 12-15 | 40-60 | 10-12 | 15-20 | Variable efficiency based on batch size |
| Water Usage (liters/shirt) | 0.5-1.0 | 8-10 | 0 | 2-3 | Avg 70% water reduction across production |
| Color Cost Premium (%) | 0-10% | 25-40% | 15-25% | 5-15% | Democratization of multicolor designs |
| Design Modification Cost | $0-5 | $50-150 | $10-20 | $5-15 | 93% reduction in iteration expenses |
Fast Turnaround: Skipping Traditional Setup Delays
DTG printing significantly compresses production timelines by eliminating the extensive setup procedures required by conventional methods. With traditional screen printing, each color typically requires a separate screen preparation, film creation, and alignment process. DTG printing bypasses these steps entirely—the design moves directly from digital file to fabric in one streamlined operation.
This efficiency translates to remarkably quick turnarounds. A custom order that might take weeks with traditional methods can often be completed in days or even hours with DTG technology. For businesses responding to trends or time-sensitive events, this speed creates a competitive advantage in reaching markets while interest is at its peak.
Sustainability Edge: Eco-Friendly Inks and Reduced Waste
The environmental benefits of DTG printing for clothing represent an increasingly important advantage as sustainability concerns grow throughout the industry. Modern DTG printers utilize water-based inks that contain significantly fewer harmful chemicals than conventional printing processes. Many of these inks meet strict environmental and safety standards, including OEKO-TEX certification for human-ecological safety.
Beyond the ink composition, eco-friendly printing technology like DTG creates substantially less waste. The precise digital application means minimal ink excess, and the print-on-demand capability eliminates overproduction—one of the apparel industry’s most significant environmental challenges. For brands building sustainability into their business models, DTG printing offers a practical path to reduce their ecological footprint while maintaining quality and design flexibility.
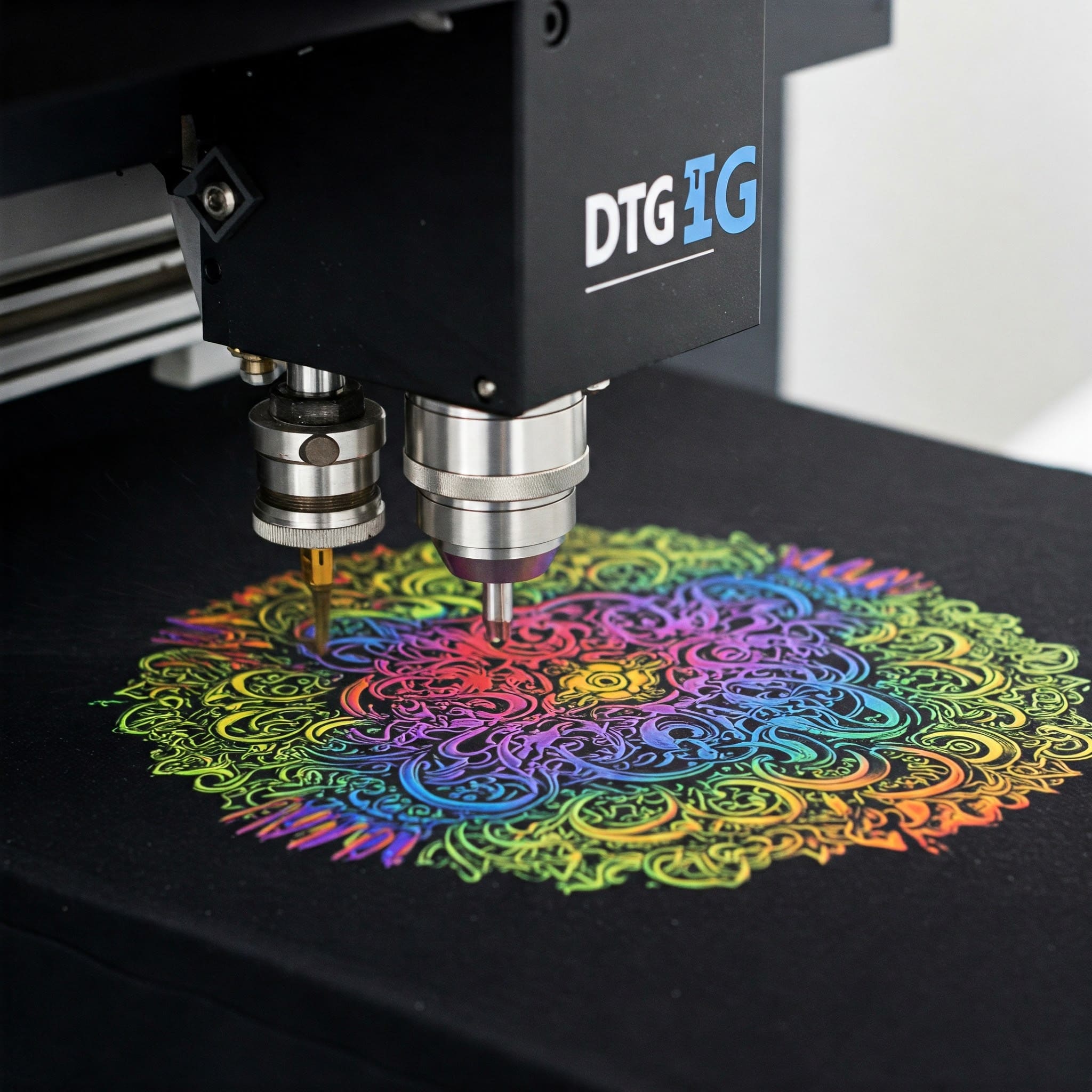
[Featured Image]: A close-up of a DTG printer applying a complex, multi-colored design to a custom t-shirt, showcasing the technology’s precision and vibrant color capabilities. [ALT: High-detail DTG printing process showing vibrant color reproduction on custom apparel]
Limitations of DTG Printing: What to Watch For
While Direct-to-Garment (DTG) printing offers remarkable versatility for custom apparel, understanding its limitations is crucial for making informed production decisions. Despite its growing popularity, DTG printing for clothing isn’t universally ideal for every project or business model. Recognizing these constraints helps brands determine when this technology aligns with their goals versus when alternative methods might better serve their needs.
“DTG printing presents specific limitations including fabric restrictions, higher unit costs for large orders, quality control challenges, and potential durability issues compared to traditional printing methods.”
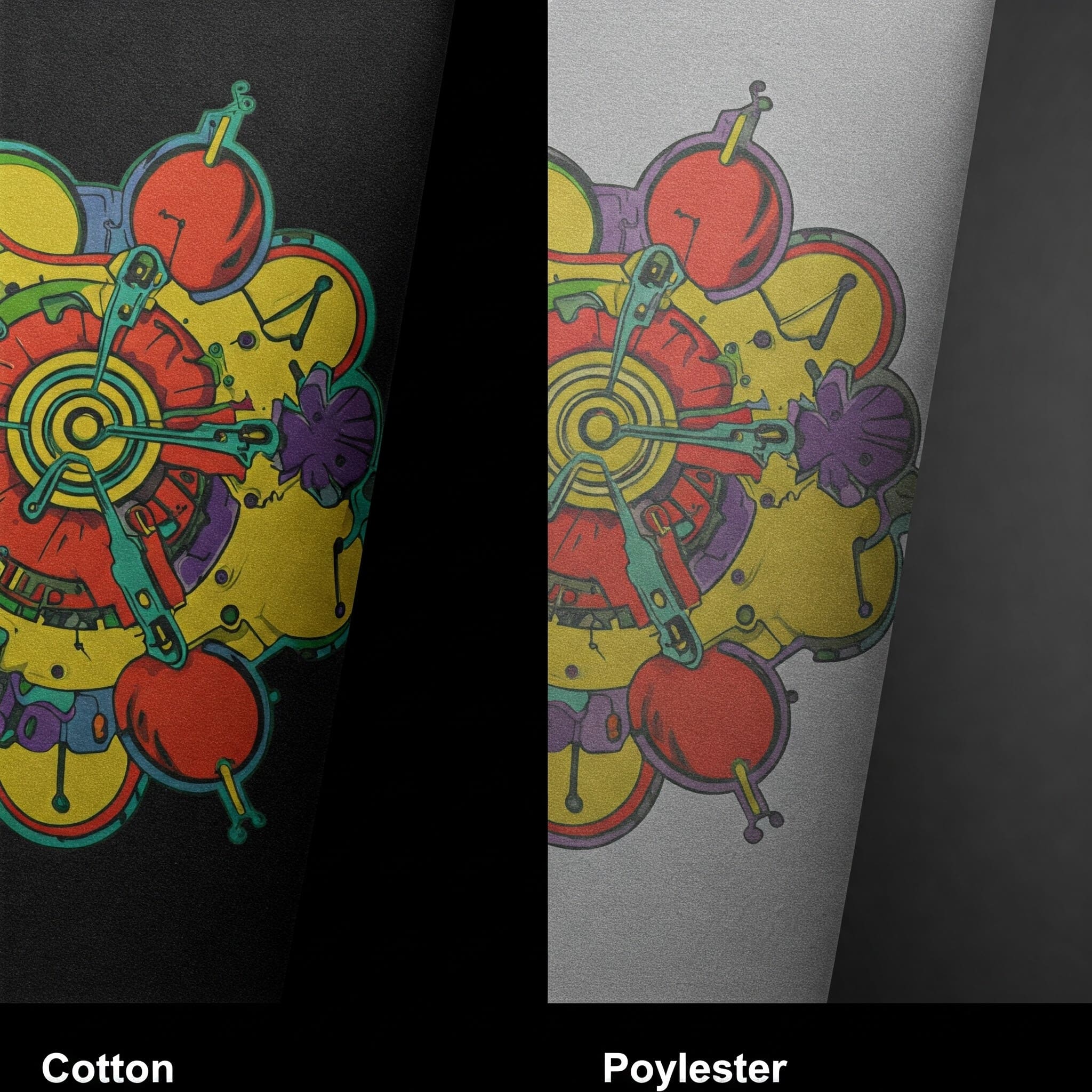
Fabric Constraints: Best for Cotton, Not Synthetics
One of the most significant limitations of DTG printing is its fabric selectivity. The technology works optimally on 100% cotton garments, where water-based inks can properly bond with natural fibers. When applied to synthetic materials like polyester, nylon, or high-blend fabrics, the ink struggles to penetrate and adhere correctly, often resulting in faded appearances or poor washfastness.
Dark-colored garments present additional challenges in DTG printing. They require a white underbase layer to make designs visible, adding complexity to the process and potentially creating a perceptible ‘hand’ or texture on the printed area. This limitation “puts a wrench” in production plans for brands focusing on technical fabrics or performance wear that typically relies on synthetic materials.
Cost Scaling: Higher Per-Unit Prices for Large Orders
While DTG excels with small batches, its economics become less favorable as order quantities increase. The consistent per-unit cost structure means that, unlike screen printing where per-unit costs decrease with volume, DTG printing maintains roughly the same expense per item regardless of quantity. This inverse cost relationship creates a crossover point where traditional methods become more economical.
| Order Size | DTG Cost/Unit | Screen Print Cost/Unit | Cost Differential | Production Time | Environmental Impact |
|---|---|---|---|---|---|
| 1-10 Units | $8-12 | $25-35 | DTG saves 60-70% | 1-2 days | Low waste |
| 11-50 Units | $7-10 | $10-15 | DTG saves 10-30% | 2-4 days | Moderate waste |
| 51-100 Units | $6-9 | $5-8 | Screen print saves 10-20% | 3-5 days | Increasing efficiency |
| 101-500 Units | $6-8 | $3-5 | Screen print saves 40-50% | 5-10 days | High efficiency |
| 500+ Units | $5-7 | $2-4 | Screen print saves 50-60% | 10+ days | Optimal resource use |
| Setup Requirements | Digital file only | Screens, color separations | Significant difference | Effects timeline | Resources consumed |
Prep Challenges: Pretreatment and Curing for Quality Control
DTG printing demands meticulous preparation processes that can impact both quality and production flow. Garments typically require pretreatment—a solution applied before printing that helps the ink adhere properly. This extra step introduces variables that can affect print quality, including uneven application, excessive saturation, or insufficient coverage.
After printing, proper curing is essential to set the ink and ensure washfastness. This process requires precise temperature control and timing. Incorrect curing can lead to premature fading, cracking, or washing out of designs. These technical requirements mean DTG printing for clothing demands skilled operators and consistent quality control measures, adding complexity compared to some alternative methods.
Durability Considerations Compared to Other Methods
While modern DTG technology has improved significantly, print durability remains a consideration when comparing printing methods. DTG prints typically show more wear over time than screen printing, especially after multiple wash cycles. The ink sits more within the fabric rather than forming a durable layer on top, which affects its long-term appearance.
For applications where exceptional durability is paramount—such as workwear, athletic uniforms, or merchandise expected to withstand harsh conditions—alternative methods like screen printing often provide superior performance. Custom apparel printing through DTG may require additional care instructions for end-users, including turning garments inside-out for washing and avoiding harsh detergents to maintain print quality.
DTG vs. Screen Printing: A Side-by-Side Comparison
When choosing a printing method for custom apparel, the decision between Direct to Garment (DTG) and screen printing significantly impacts quality, cost, and production timelines. Each technology offers distinct advantages that align with different project requirements. Understanding these differences helps businesses select the optimal approach for their specific needs, whether producing limited edition designer pieces or large-scale merchandise runs.
“The choice between DTG printing for clothing and screen printing should be guided by order volume, design complexity, timeline requirements, and budget constraints rather than assuming one method is universally superior.”
Setup and Speed: DTG’s Edge in Quick Turnarounds
The setup process represents one of the most striking contrasts between these printing methods. Screen printing requires creating separate screens for each color in a design—a labor-intensive process involving film production, screen preparation, and meticulous alignment. For a four-color design, this typically means several hours of setup before printing begins.
Direct to garment printing eliminates these preparatory steps entirely. The digital workflow moves directly from computer file to printer, requiring only minimal preparation of the garment itself. This streamlined approach enables remarkably faster project initiation, making DTG the clear winner for rush orders and time-sensitive projects. The technology is “ready to roll” with virtually no delay between design approval and production start.
Cost Efficiency: Screen Printing Wins for Bulk Orders
The economics of these methods follow opposing cost curves. Custom DTG printing maintains relatively consistent per-unit costs regardless of order size. While this makes it cost-effective for small batches, the per-unit price remains steady even as quantities increase. Screen printing works inversely—high initial setup costs are offset by very low per-unit printing costs, creating economies of scale.
| Comparison Factor | DTG Printing | Screen Printing | Crossover Point | Industry Benchmark | Environmental Impact |
|---|---|---|---|---|---|
| Setup Time | 5-15 minutes | 1-3 hours per color | N/A | Under 30 minutes | DTG uses 70% less energy |
| Cost (24 units) | $9-12 per unit | $8-11 per unit | ~24 units | $10 average | Similar at this volume |
| Cost (100 units) | $7-9 per unit | $4-6 per unit | Passed | $5.50 average | Screen uses less ink/unit |
| Cost (500 units) | $6-8 per unit | $2-4 per unit | Passed | $3.75 average | Screen 40% more efficient |
| Print Resolution | 1200+ DPI | 65-85 LPI | N/A | 300+ DPI for photos | DTG uses finer particles |
| Color Capacity | Millions (CMYK) | Limited by screens | 4-6 colors | Full spectrum | DTG reduces color waste |
| Durability (Wash Tests) | 35-50 washes | 50+ washes | N/A | 40+ industry standard | Both use water-based inks |
Design Capabilities: DTG’s Superior Detail vs. Screen Printing’s Simplicity
Design complexity represents another crucial differentiator between these methods. DTG printing for clothing excels at reproducing photorealistic images, fine gradients, and unlimited color variations. The technology can achieve remarkable detail, with resolution exceeding 1200 dpi. This capability makes it ideal for complex artwork, photographs, and designs with subtle color transitions.
Screen printing shines with solid colors, bold graphics, and simpler designs. While modern screen printing techniques can achieve impressive results, each additional color increases complexity and cost. Screen printing produces a distinctively vibrant look with excellent opacity on dark garments—something DTG still struggles to match consistently. The raised ink profile of screen printing creates a textured feel many consumers associate with premium custom apparel.
Ideal Use Cases: Matching Methods to Project Goals
The question “when should I use DTG printing over screen printing?” ultimately depends on specific project parameters. Direct to garment printing proves optimal for short runs (under 50 units), designs with numerous colors or photographic elements, print-on-demand business models, and projects requiring rapid turnaround. The technology excels in environments where inventory minimization and design flexibility are priorities.
Screen printing remains the standard for large productions (100+ units), designs with few colors, situations requiring maximum durability, and printing on varied materials including synthetics. Organizations ordering team uniforms, promotional merchandise for large events, or standardized workwear typically benefit from screen printing’s economies of scale and proven performance. By matching printing method to project requirements, businesses can optimize both quality and cost efficiency.
When to Use DTG Printing for Your Clothing Line
Deciding on the right production method for your clothing line involves weighing various factors including order volume, design complexity, budget, and timeline requirements. Direct-to-Garment (DTG) printing offers distinct advantages for specific business scenarios while presenting limitations for others. Understanding when DTG printing for clothing aligns with your business objectives can significantly impact your brand’s efficiency, product quality, and overall market positioning.
“DTG printing delivers its maximum value for businesses focusing on design-rich, small-batch production with frequent style rotations, enabling sustainable manufacturing without inventory risk.”
Niche Markets: Personalized Items and Limited Editions
DTG printing shines brightest in markets where uniqueness and customization are key selling points. The technology’s ability to produce one-off designs with minimal setup makes it ideal for personalized merchandise, custom orders, and limited-edition drops. Fashion startups and established brands seeking to test new concepts can leverage DTG to release exclusive collections without committing to large production runs.
This approach particularly benefits brands targeting Generation Z and Millennial consumers who increasingly value individuality in their purchasing choices. The on-demand nature of digital garment printing enables businesses to offer personalization options that would be economically unfeasible with traditional methods. Brands incorporating customer-uploaded designs, personalized text, or made-to-order items find DTG’s flexibility “hits the sweet spot” between quality and production efficiency.
Small-Batch Production: Flexibility Without Waste
For emerging designers and boutique clothing lines, DTG’s small-batch capabilities align perfectly with lean inventory models. The ability to print precisely what’s needed—when it’s needed—eliminates deadstock concerns that plague traditional apparel manufacturing. This on-demand approach reduces financial risk while supporting more sustainable business practices.
| Business Model Factors | DTG Printing Suitability | Alternative Method | Economic Break-Even | Environmental Impact | Market Responsiveness |
|---|---|---|---|---|---|
| Print-on-Demand | Excellent (9/10) | Heat Transfer | Immediate | 70% less water usage | Real-time adaptation |
| Limited Editions (10-30 units) | Excellent (9/10) | Screen Print | First unit (no setup cost) | 85% less chemical waste | Quick-launch capability |
| Seasonal Collections (30-100 units) | Good (7/10) | Screen Print | ~50 units vs. screen | Reduced deadstock | Design flexibility |
| Established Lines (100-500 units) | Fair (5/10) | Screen Print | Not cost-effective | Similar with volume | Limited advantage |
| Mass Market (500+ units) | Poor (2/10) | Screen Print | Not cost-effective | Less efficient at scale | Production bottlenecks |
| Design Complexity Factor | Increases DTG value | Decreases with complexity | Shifts with color count | Process efficiency varies | Affects timeline |
Best Practices: Tips for Maximizing DTG Quality and Efficiency
To achieve optimal results with DTG printing, several best practices should be implemented throughout the production process. First, design preparation is crucial—files should be created at 300 DPI minimum with transparent backgrounds and properly calibrated colors in RGB format. Vector-based elements maintain crispness while raster components provide necessary detail for photographic elements.
Fabric selection significantly impacts print quality. While 100% cotton remains the ideal substrate for DTG printing, ring-spun and combed cotton varieties yield superior results due to their smoother surface. Pre-treatment application must be meticulous—too little leads to poor white underbase adhesion, while excess causes stiffness or discoloration. Proper heat pressing before and after printing at manufacturer-recommended temperatures ensures optimal ink setting and washfastness.
Future Trends: DTG’s Role in Sustainable Apparel Growth
As eco-friendly printing technology advances, DTG is positioned to play an increasingly important role in sustainable fashion production. The on-demand nature of DTG printing directly addresses overproduction—one of the industry’s most significant environmental challenges. By enabling brands to produce exactly what’s needed, DTG eliminates the resource waste associated with unsold inventory while reducing water consumption compared to traditional methods.
The technology continues to evolve toward greater sustainability, with newer machines offering reduced energy consumption, water-based inks with fewer chemicals, and improved efficiency. Forward-thinking brands are integrating DTG printing for clothing into circular business models that emphasize responsible production, transparency, and reduced environmental impact. As consumers increasingly prioritize eco-conscious purchasing, the alignment between DTG’s capabilities and sustainable fashion objectives creates compelling market opportunities for environmentally responsible brands.

Conclusion
After working closely with hundreds of designers and brands, I’ve seen how DTG printing has transformed the apparel industry by removing barriers that once made small-batch production nearly impossible. This technology isn’t just another printing method—it’s a powerful tool that gives designers creative freedom without the financial risk of large inventory commitments.
What makes DTG particularly valuable is its perfect alignment with today’s market demands. Consumers increasingly seek unique, personalized items while brands need flexibility and sustainability. When used strategically for the right applications—small runs, complex designs, and quick-turnaround projects—DTG delivers exceptional results that would be cost-prohibitive with traditional methods.
The apparel industry continues to evolve, and DTG printing stands at the intersection of creativity, sustainability, and business practicality. For emerging designers and established brands willing to understand both its capabilities and limitations, DTG printing is truly a “game-changer” in bringing innovative apparel concepts to life.
FAQ
-
Q1: What is DTG printing and how does it work?
A1: Direct-to-Garment (DTG) printing is a modern method that uses inkjet technology to apply eco-friendly, water-based inks directly onto fabric. This allows for detailed and colorful designs to be printed onto clothing, particularly t-shirts.
-
Q2: What are the advantages of DTG printing for clothing?
A2: DTG printing offers several advantages, including the ability to produce highly detailed and colorful designs, no minimum order requirements, and a more eco-friendly process compared to traditional printing methods, as it uses water-based inks.
-
Q3: What types of materials are suitable for DTG printing?
A3: DTG printing works best on cotton and cotton-blend fabrics. It is less effective on synthetic materials like polyester or untreated dark fabrics, where the ink may not adhere well.
-
Q4: How much does DTG printing typically cost?
A4: The cost of DTG printing can vary depending on factors such as quantity, size, and complexity of the design. Generally, it is more cost-effective for smaller orders compared to bulk printing.
-
Q5: Can I print any design with DTG printing?
A5: Yes, DTG printing allows for complex, multi-color designs to be printed directly onto garments, making it suitable for high-resolution images and detailed graphics.
-
Q6: What is the print resolution of DTG printing?
A6: DTG printing typically has a high print resolution, usually around 1200 DPI (dots per inch), which results in sharp, vibrant prints that capture intricate details.
-
Q7: Is DTG printing environmentally friendly?
A7: Yes, DTG printing is considered more eco-friendly than traditional methods because it uses water-based inks, produces less waste, and requires no harmful chemicals for setup.
-
Q8: What are the disadvantages of DTG printing?
A8: Some disadvantages include higher costs per unit for bulk orders, potential fading of prints over time, and limitations on certain fabric types.
External Links
- Direct to Garment Printing: All You Need to Know
- What Is DTG Printing? A Comprehensive Overview for Beginners
- What is Direct To Garment Printing? Pros & Cons (Full Guide)
- The Complete Guide to DTG Printing – Print T-Shirts with DTG Merch
- Direct to Garment Printing | Brother DTG
- Custom DTG Printing | Direct to Garment Print Services
- Direct to Garment (DTG) T-Shirt Printing – Custom One Express
- What is direct-to-garment printing | VistaPrint US

